Successful practical premiere
The ready-mixed concrete plant in Barleben is one of two HAPPY BETON Group locations in the Magdeburg area. In order to meet the demand for concrete in the state capital of Saxony-Anhalt, especially for large-scale projects, the site, with its existing 50 m³/h mixing plant, was substantially modernised at the beginning of this year. SBM Mineral Processing's new DYNAMIX 2500 range of semi-mobile mixing plants was chosen, and with a maximum output of 115 cubic metres of hardened concrete per hour, it significantly expands the site's capabilities.

The Barleben ready-mixed concrete plant, located directly on the lake of the same name to the north of Magdeburg, has been in operation since 1993. Since 2014, the plant has been part of the HAPPY BETON group of companies, which produces ready-mixed concrete and concrete elements at more than 40 locations in the north-east German federal states through its subsidiaries and associates, and operates several gravel pits and recycling sites through its subsidiary HAPPY KSR. With a total of 110 truck mixers, HAPPY Translogistik provides concrete logistics for its own plants and for third-party construction sites throughout the country. 17 concrete pumps from HAPPY Betonlift guarantee a demand-oriented and time-saving supply of concrete.
In addition to the Barleben plant, HAPPY BETON has a smaller plant in Biederitz, east of Magdeburg. The annual production at the Barleben plant has so far been around 35,000 to 40,000 m³ of hardened concrete, with the required aggregates (approx. 70,000 t/year) coming from the neighbouring Hülskens gravel pit in an environmentally friendly manner. However, major projects in Magdeburg, a city with a population of 240,000, as well as in the rest of the catchment area of around 40 kilometres, pushed the existing mixing technology in Barleben to its limits, with peaks of up to 700 m³ per day. The 50 m³/h mixing plant was also no longer able to cope with the day-to-day business of five of the company's own permanently stationed truck mixers and deliveries to third-party customers.
What was needed was more output at peak times, high-quality and reliable plant technology and, above all, a modern process control system to relieve the regular crew of two mixing foremen, who in normal two-shift operation are responsible not only for production but also for delivery logistics, including aggregate handling. And all of this was to be implemented quickly, at the same location as the old mixing plant, and designed for long-term, year-round operation.
The new DYNAMIX 2500 plant series, which SBM Mineral Processing presented at last year's BAUMA, meets exactly these requirements. From the summer onwards, project discussions were held with the Austrian plant manufacturer, with whom HAPPY BETON had already worked on the supply of two EUROMIX super-mobile plants, a semi-stationary LINEMIX plant and individual stationary components. Via the detours of the DYNAMIX world premiere at the BAUMA in Munich, the plant modules arrived in Barleben where, after the parallel dismantling of the old plant and necessary on-site adaptations to the location and infrastructure, it was assembled in just under four weeks and commissioned at the beginning of April.
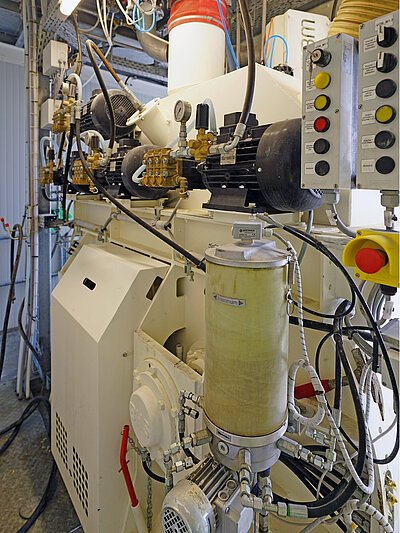
The heart of the DYNAMIX 2500 is the BHS DKXS 2.50 S twin-shaft mixer (2.50 m³/batch) including the new SBM high-pressure cleaning system. As with all DYNAMIX modules, the mixer platform, including power and water supply, is completely pre-assembled at the factory on a base frame suitable for low-bed trailers and cranes, considerably speeding up on-site assembly. Despite their compact dimensions (width: max. 3.50 m), all platforms offer sufficient freedom of movement for safe maintenance work.
The same applies to the weighing platform with water, aggregate and binder scales, the latter being fed directly from the four mobile binder silos (69 m³/85 t each) provided. The aggregates from the four-chamber mobile aggregate store (128 m³ in total), which is located directly next to the mixing tower, are metered via a weigh belt and fed into the mixer via a vertical tipping bucket lift in a space-saving manner.

In the "winter version" of the three standard DYNAMIX variants installed at Barleben, the entire mixing tower, including the tipping bucket lift and hopper transfer, is completely enclosed. For the first time, SBM uses lightweight light-band panels: The plastic sandwich material is easy to install, UV-resistant and offers very high insulation values (U-value: 1.1 W/m²-K) for year-round operation regardless of weather conditions. Both mixing tower platforms are safely accessible via an external spiral stair.
On the supply side, the DYNAMIX package in Barleben was completed by a combi-container with office space and admixtures storage, as well as the control container with integrated counter area. As at all its locations, HAPPY BETON also opted in Barleben for a control system from German specialist Gedis. The system was easily implemented in DYNAMIX via an optimised interface and uses the full versatility of the semi-mobile SBM technology with over 400 stored recipes. This also applies to the on-site residual concrete recycling plant, which is integrated into the process water system of the DYNAMIX 2500.
After a good two months of operation, all those involved in the DYNAMIX premiere can draw a generally positive conclusion. The modular system concept offered HAPPY BETON real advantages in the flexible planning and implementation of the Barleben site modernisation. And the SBM engineers and installation teams are also firmly convinced of their own modular system. The first agreements for the "dynamisation" of another HAPPY BETON site have already been made.